
How to Inspect Steel Billet Quality: Defect Analysis and MTC Verification
In the metallurgical supply chain, the Steel Billet Quality serves as the genetic blueprint for all downstream products, from high-tensile rebar to precision wire rods. A single overlooked defect in the casting stage can lead to catastrophic failures during hot rolling or forging. To ensure a seamless production cycle, quality assurance (QA) teams must move beyond basic visual checks and adopt a rigorous protocol involving macro-structural analysis and mill certificate cross-referencing.
Table of Contents
Surface Integrity: Identifying “Red Flag” Defects
The first line of defense in assessing Steel Billet Quality is a meticulous surface inspection. While mold oscillation marks are a natural byproduct of continuous casting, they must be distinguished from structural irregularities.
Longitudinal and transverse cracks are the most severe surface threats. Longitudinal cracks often indicate an imbalance in the primary cooling zone or mold flux issues, whereas transverse cracks usually stem from excessive mechanical stress during the unbending process. If these cracks exceed a specific depth—typically 2% of the billet thickness—they will not “roll out” but rather elongate, compromising the final product’s integrity.
Another subtle but dangerous defect is the presence of subsurface pinholes and blowholes. These are often caused by trapped gases (hydrogen or nitrogen) or improper deoxidation practices. Unlike surface scabs, pinholes may remain hidden until the reheating phase, where they expand and cause surface blistering.

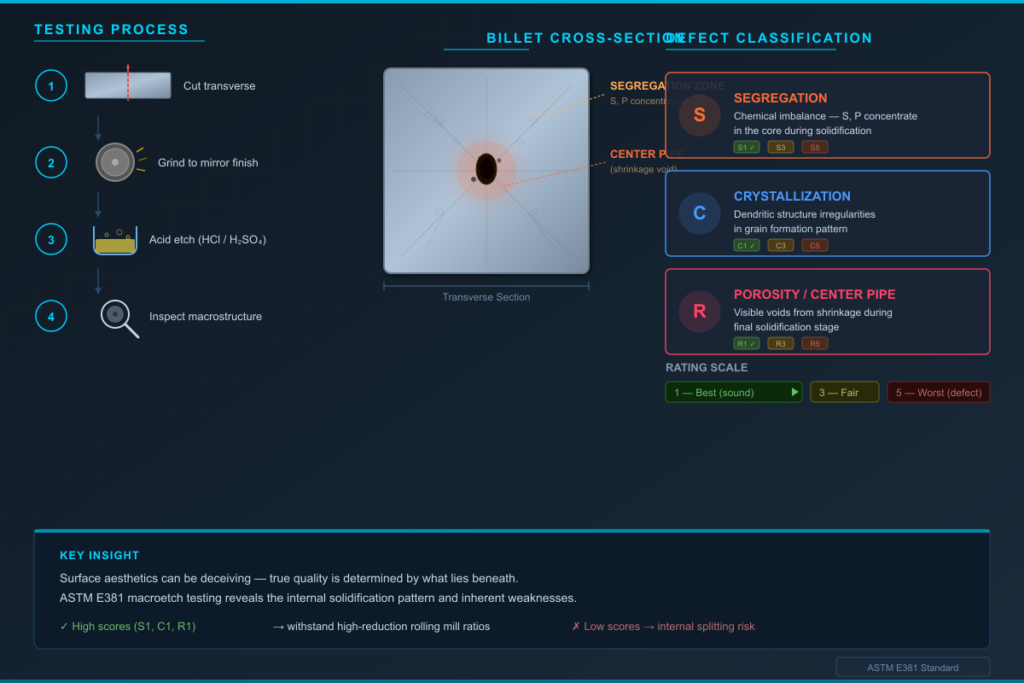
Internal Soundness: The Role of ASTM E381 Macroetch Testing
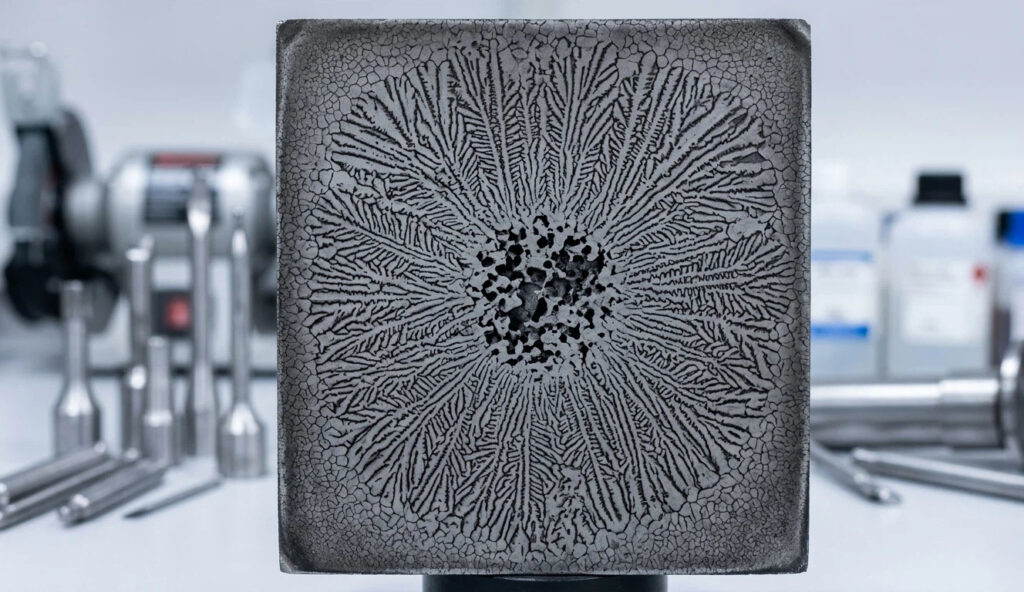
Surface aesthetics can be deceiving. True Steel Billet Quality is often determined by what lies beneath the skin. Internal voids, known as center pipe in billet, occur during the final stages of solidification when the molten core shrinks without sufficient liquid metal feed.
To quantify these internal flaws, the industry relies on ASTM E381 macroetch testing. This process involves cutting a transverse cross-section of the billet, grinding it to a mirror finish, and etching it with a strong acid (usually hydrochloric or sulfuric). The resulting “macrostructure” reveals the solidification pattern and any inherent weaknesses.
Under ASTM E381, defects are categorized into three main types:
- S (Segregation): Chemical imbalances where elements like sulfur or phosphorus concentrate in the core.
- C (Crystallization): Irregularities in the dendritic structure.
- R (Porosity/Reactions): Visible holes or center pipe issues.
A high-ranking Steel Billet Quality score (e.g., S1, C1, R1) ensures that the material can withstand the high-reduction ratios of the rolling mill without internal splitting.
Decoding the Mill Test Certificate (MTC)
The Mill Test Certificate is the legal and technical “passport” of your material. However, many buyers fall into the trap of only glancing at the chemical composition. To truly verify Steel Billet Quality, you must perform a multi-point audit of the MTC.
First, ensure Heat Number Traceability. The heat number stamped on the physical billet must match the MTC exactly. Any discrepancy renders the document—and the material—unverifiable. Second, analyze the chemical balance beyond the standard Carbon and Manganese. High levels of “tramp elements” like Copper or Tin can lead to hot shortness, a condition where the steel becomes brittle at rolling temperatures.
According to the World Steel Association, consistency in chemical distribution is more critical than the absolute values of the elements. A reputable mill will provide a standard deviation analysis to prove the homogeneity of the entire heat.
| Defect Type | Primary Cause | Impact on Downstream Product | Severity Level |
| Longitudinal Cracks | Mold Cooling Imbalance | Surface scabs, structural weakness | High |
| Billet Rhomboidity | Uneven secondary cooling | Misalignment in rolling stands | Medium |
| Center Pipe | Solidification shrinkage | Internal splitting, low tensile strength | Critical |
| Subsurface Pinholes | High gas content (H/N) | Blistering during reheating | High |
Geometric Precision: Billet Rhomboidity and Ovality
Dimensional accuracy is an often-overlooked aspect of Steel Billet Quality. Billet rhomboidity (or ovality) occurs when the cooling in the secondary spray zone is uneven, causing the billet to warp into a non-square shape.
While a slightly rhomboid billet might seem acceptable, it causes significant tracking issues in the reheating furnace and can lead to “twisting” during the initial rolling passes. For high-speed rolling mills, a rhomboidity of more than 1.5% of the diagonal dimension is typically grounds for rejection.
Conclusion: A Proactive Approach to Quality
Maintaining a high standard of Steel Billet Quality requires a proactive mindset. Instead of reacting to failures at the finished product stage, inspectors must master the nuances of ASTM E381 macroetch testing and surface defect morphology. By combining rigorous physical inspection with a deep dive into MTC data, you transform quality control from a cost center into a strategic advantage.
Ultimately, the Steel Billet Quality you accept today defines the reputation of the products you deliver tomorrow.
FAQ
Can surface cracks be removed via grinding?
Yes, but only if the crack depth is within the “grinding allowance” specified in the purchase agreement. If it exceeds 2% of the thickness, the Steel Billet Quality is compromised.
What is the most dangerous element in a billet MTC?
Sulfur (S) and Phosphorus (P). High levels lead to “cold shortness” (brittleness) and “hot shortness,” making the steel prone to cracking during processing.
Does a “Center Pipe” always mean the billet is scrap?
Not necessarily. For low-end products like common rebar, minor porosity may be acceptable. However, for “Special Bar Quality” (SBQ), any visible center pipe in billet is a reason for rejection.
How do I verify a suspicious MTC?
Cross-reference the ISO 17025 accreditation of the testing lab and contact the mill directly to verify the Heat Number against their production log.





