
Technical Guide to Steel Billet Dimensions: Standard Sizes, Tolerances, and Weight Calculations
In the global steel supply chain, the semi-finished casting known as a billet serves as the fundamental building block for a vast array of long products, including rebar, wire rod, and structural profiles. For engineers and procurement officers, understanding Steel Billet Dimensions is not merely about measuring a square; it is about ensuring compatibility with rolling mill pass designs and meeting the rigorous mechanical requirements of the final product.
Precision in Steel Billet Dimensions directly influences the reduction ratio during the rolling process. Whether you are sourcing 130mm or 150mm sections, the interplay between cross-sectional accuracy and metallurgical integrity determines the yield and quality of the downstream manufacturing cycle.
Table of Contents
Standard Square Billet Sizes: 130mm vs. 150mm
The most common Steel Billet Dimensions in international trade are the 130mm x 130mm and 150mm x 150mm square sections. While both are used extensively, the choice between them often depends on the capacity of the reheating furnace and the specific reduction steps required for the finished goods.
For example, dimensions for 3sp/5sp steel billets in the 150mm range are preferred for producing high-diameter rebar (25mm to 40mm) because the larger mass allows for a more consistent temperature profile during high-speed rolling. Conversely, 130mm billets are the “workhorse” for smaller wire rod mills where the initial footprint of the rolling stand is more compact. Smaller mills often rely on a comprehensive square billet size chart to ensure their roughing stands can handle the initial “bite” of the material without causing mechanical slippage.
Dimensional Tolerances and Rhomboidity
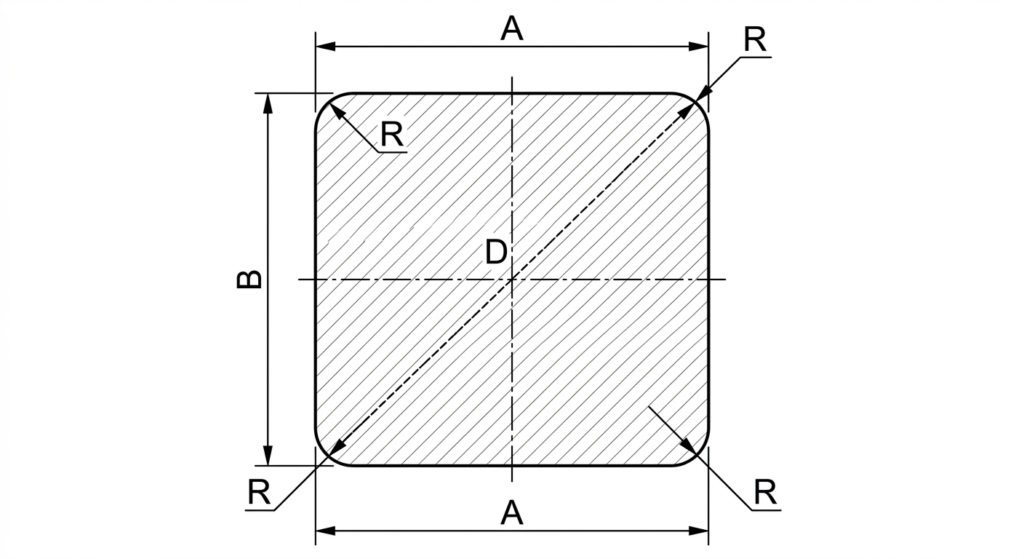
In the production of high-quality steel, “square” is a relative term. The Steel Billet Dimensions must adhere to strict tolerance standards to prevent issues in the rolling stands. One of the most critical parameters is billet diagonal tolerance, often referred to in the industry as “rhomboidity.”
If the two diagonals of a square billet differ significantly, the material becomes a rhombus rather than a square. This distortion can cause the billet to “twist” as it enters the first rolling pass, leading to surface defects or even cobbles in the mill. According to ISO 6929, the allowable rhomboidity for standard billets is typically limited to 4% to 5% of the nominal side dimension. Furthermore, the steel billet corner radius standard usually stipulates a radius between 4mm and 10mm to prevent cooling cracks and ensure smooth entry into the rolling guides.
Mass and Weight: The 12m Billet Calculation
Logistics and inventory management rely heavily on accurate mass estimations. A standardlength for international shipping is the 12-meter billet, designed to fit into standard shippingholds and semi-trailers. Performing a 12m billet weight calculation requires a clearunderstanding of the density of steel, which is typically estimated at 7,850 kg/m3.
For instance, the standard weight of 150mm square billet per meter is approximately 176.63 kg. When multiplied by a 12-meter length, a single billet weighs over 2.1 metric tons. Variations in Steel Billet Dimensions of even 1mm can result in a weight discrepancy of several kilograms per meter, which translates to significant tonnage differences in bulk shipments of 5,000 tons or more.
Technical Specifications Comparison
When evaluating Steel Billet Dimensions, it is essential to have a centralized reference. The following table outlines the standard parameters for the most frequently traded square billets in the industrial market.
Standard Square Billet Technical Matrix
| Nominal Size (mm) | Tolerance (mm) | Max Rhomboidity (mm) | Sectional Area (cm2) | Theo. Weight (kg/m) |
| 100 x 100 | $\pm 2.0$ | $\le 4.0$ | 100.0 | 78.50 |
| 130 x 130 | $\pm 3.0$ | $\le 6.0$ | 169.0 | 132.67 |
| 150 x 150 | $\pm 3.0$ | $\le 7.5$ | 225.0 | 176.63 |
| 180 x 180 | $\pm 4.0$ | $\le 9.0$ | 324.0 | 254.34 |
| 200 x 200 | $\pm 4.0$ | $\le 10.0$ | 400.0 | 314.00 |
Note: Straightness tolerance is typically maintained at 10mm per meter to ensure proper
furnace charging
Strategic Selection: Matching Dimensions to Downstream Needs
The optimization of Steel Billet Dimensions is inherently tied to the “Reduction Ratio”—the ratio of the cross-sectional area of the billet to that of the finished product. To produce high-quality ASTM A615 grade rebar, a minimum reduction ratio of 6:1 or 8:1 is often required to ensure that the as-cast dendritic structure of the billet is fully broken down into a refined, wrought grain structure.
If your final product is an 8mm wire rod, starting with a 150mm billet provides a massive reduction ratio, ensuring exceptional internal soundness. However, if the reheating furnace is under-powered, the core of a 150mm section might remain cooler than the surface, leading to “piping” or internal shearing during the first few passes. In such scenarios, adjusting the Steel Billet Dimensions down to 130mm provides a more uniform heat soak and reduces the mechanical load on the rolling motor.
Straightness and Surface Quality Requirements
Beyond the cross-sectional Steel Billet Dimensions, the longitudinal profile is equally vital. A “banana” or curved billet can jam in the furnace walking beams or fail to enter the roughing stand properly. Standard industry requirements for Steel Billet Dimensions dictate a maximum camber of 1% of the total length.
Furthermore, the surface must be free from deep longitudinal cracks, transverse cracks, or heavy slag entrapment. While a square billet size chart gives you the numbers, visual inspection and magnetic particle testing ensure that the surface integrity matches the dimensional precision. In modern continuous casting plants, infrared sensors monitor Steel Billet Dimensions in real-time as the strand exits the molds, allowing for immediate adjustments to cooling water flow or casting speeds.
The Impact of Corner Radius on Mill Performance
While often overlooked, the steel billet corner radius standard is a critical engineering detail. A perfectly sharp corner would cool much faster than the flat faces, creating high-stress zones. By maintaining a radius, the heat radiates more evenly. In the rolling mill, a rounded corner helps the metal flow into the first “box” or “oval” pass without forming “fins”—thin slivers of metal that can fold over and create surface laps on the finished rebar.
Proper maintenance of the casting mold is necessary to keep the Steel Billet Dimensions within these specific radius limits. As molds wear out, the corners tend to sharpen or become uneven, which is a leading cause of rejection for premium dimensions for 3sp/5sp steel billets.
FAQ
What is the most common length for a square billet?
While custom lengths exist, 6-meter and 12-meter lengths are the global standards for ease of shipping and compatibility with most industrial reheating furnaces.
How does rhomboidity affect my rolling mill?
High billet diagonal tolerance issues (rhomboidity) cause the billet to rotate or “diamond” in the rolling pass, leading to uneven wear on the rollers and potential surface defects in the final product.
Can I use the same weight formula for all steel grades?
A: Generally, yes. The density of carbon and low-alloy steel remains very close to 7.85 g/cm3However, for high-alloy stainless steels, the density may vary slightly, affecting the 12m billetweight calculation.
What is the standard tolerance for billet side dimensions?
For standard commercial billets, the tolerance is usually 2mm to 4mm, depending on the size and the requirements of the purchasing mill.
Why is corner radius important?
Following the steel billet corner radius standard ensures even cooling and prevents the formation of “fins” or “laps” during the initial rolling passes.





