
The Science of the Glow: Why Billet Reheating Defines Your Steel Quality
In the high-stakes environment of a modern rolling mill, the reheating furnace is often described as the “throat” of the production line. Every millimeter of finished steel begins its journey as a cold billet, and the fundamental importance of Billet Reheating cannot be overstated. It is not merely a process of increasing temperature; it is a complex metallurgical transformation where the surface integrity and internal structure of the steel are determined before the first pass of the roughing stand.
Achieving consistency in Billet Reheating is a balancing act between energy efficiency, thermal uniformity, and the prevention of irreversible surface defects. If the heating process is mismanaged, even the most advanced rolling mill cannot compensate for the resulting yield loss and quality degradation. This guide examines the critical phases of the heating cycle and the strategies required to deliver a “perfect” billet to the mill.
Table of Contents
Mastering the Billet Heating Curve
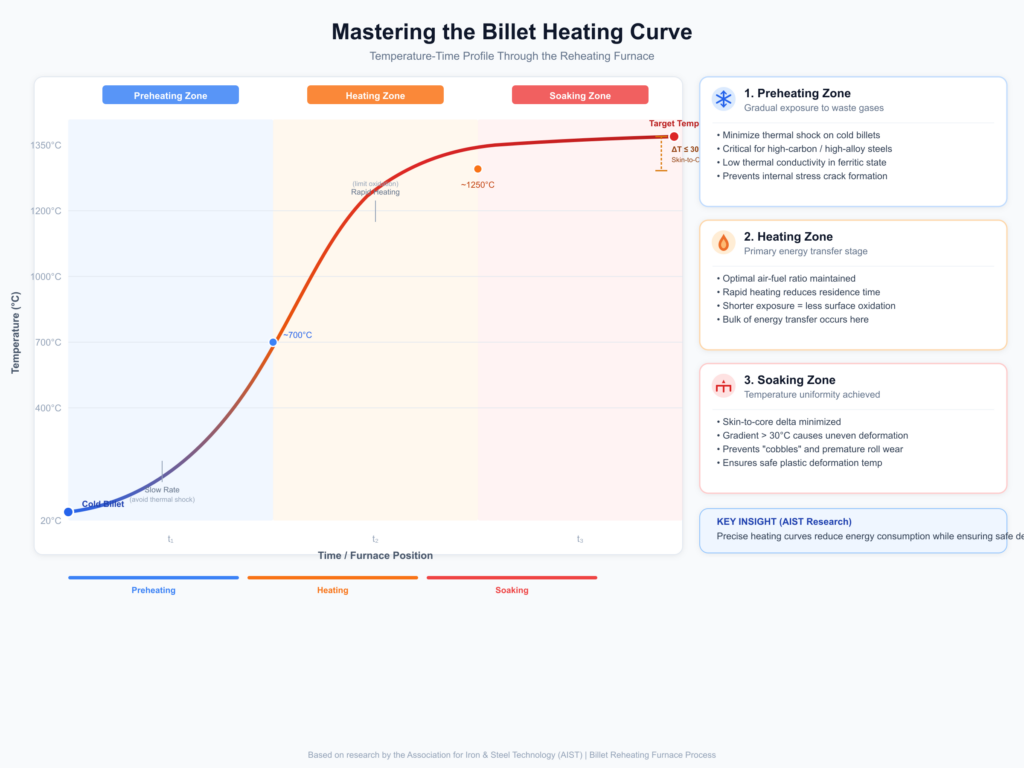
The “thermal journey” of a steel billet is defined by its Billet heating curve. This curve represents the temperature-time relationship as the material travels through the furnace’s three primary zones: preheating, heating, and soaking. Each zone serves a specific metallurgical purpose that impacts the final product’s mechanical properties.
1.The Preheating Zone: In this initial stage, cold billets are gradually exposed to waste gases. The primary goal is to minimize thermal shock. For high-carbon or high-alloy steels, excessive heating rates at low temperatures can induce internal stress cracks due to the low thermal conductivity of the material in its ferritic state.
2.The Heating Zone: This is where the bulk of the energy transfer occurs. The focus here is on the efficiency of Billet Reheating by maintaining an optimal air-fuel ratio. Rapid heating is often preferred to reduce the total residence time, which in turn limits the window for surface oxidation.
3.The Soaking Zone: The final stage is critical for achieving Billet temperatureuniformity. In this zone, the temperature difference between the core of the billet and itssurface (often referred to as the skin-to-core delta) must be minimized. A temperaturegradient exceeding 30°C’ can lead to uneven deformation during rolling, potentiallycausing “cobbles” or premature roll wear.
According to research published by the Association for Iron & Steel Technology (AIST), achieving a precise Billet heating curve is the most effective way to reduce energy consumption while ensuring the steel reaches its plastic deformation temperature safely.
The Battle Against Scale Formation in Rolling Mills
One of the most significant challenges in the process of Billet Reheating is the chemicalreaction between the steel surface and the furnace atmosphere. When iron reacts with oxygenat high temperatures (typically above 700° C), it forms a layer of iron oxides (FeO, Fe3O4,and Fe2O3). This phenomenon, known as Scale formation in rolling mills, represents a directloss of sellable material, often referred to as Oxidation loss in reheating.
Typical oxidation losses range from 0.5% to 2.0% of the total billet weight. Beyond the weightloss, the physical characteristics of the scale layer are vital. If the scale is “tight” and thin, itcan be easily removed by high-pressure descalers before rolling. However, “sticky” scale thatadheres to the steel surface can be pressed into the metal during the rolling process, resultingin surface pits and scars that ruin the Billet surface quality.
To manage this, furnace operators must maintain a slightly reducing atmosphere or precisely control the residence time. Reducing the Optimal residence time for steel billets in furnace directly correlates with thinner scale layers.
Decarburization Control: Protecting Carbon Integrity
While oxidation affects the surface, Decarburization control addresses the chemical composition of the steel’s outer layer. In high-carbon steels, carbon atoms migrate from the center to the surface and react with oxygen or hydrogen, leaving behind a “soft” layer of pure iron. This layer lacks the hardness and fatigue resistance required for finished products like springs or bearings.
The rate of decarburization is heavily temperature-dependent. The strategies for BilletReheating must involve a “fast-track” approach once the steel passes the 900°C threshold.By minimizing the time spent at peak temperatures, facilities can maintain a decarburizationdepth within strict industry limits (typically less than 0.15 mm).
A study in the Journal of Materials Processing Technology highlights that furnace pressure control is a secret weapon in Decarburization control. By maintaining a positive furnace pressure, operators prevent “cold air infiltration,” which is the leading cause of localized decarburization spikes.
Technical Specifications: Reheating Parameters by Steel Grade
The management of Billet Reheating requires a customized approach based on the chemical signature of the steel. The following table outlines the target parameters for common industrial grades.
| Steel Grade | Target Discharge Temp (∘C) | Max Allowable Delta T (Skin-Core) | Allowable Decarb Depth (mm) | Max Residence Time (min) |
| Low Carbon (ASTM A36) | 1150 – 1220 | $25^{\circ}C$ | N/A | 180 |
| Spring Steel (60Si2Mn) | 1050 – 1100 | $15^{\circ}C$ | < 0.12 | 120 |
| Tool Steel (D2/SKD11) | 1120 – 1180 | $10^{\circ}C$ | < 0.10 | 150 |
| Bearing Steel (GCr15) | 1080 – 1150 | $15^{\circ}C$ | < 0.15 | 140 |
Overcoming Physical Defects and “Skid Marks”
Even with perfect atmosphere control, physical defects can arise from the furnace hardware itself. In walking beam or pusher furnaces, the points where the billet rests on water-cooled supports can stay colder than the rest of the material. These localized cold spots are known as “skid marks.”
If these temperature variations are not resolved in the soaking zone, they lead to Billet temperature uniformity issues that manifest as periodic gauge (thickness) variations in the final rolled strip. Professional optimization of Billet Reheating involves strategically offseting support beams or utilizing “hot riders” to eliminate these thermal shadows.
Focusing on Preventing billet surface defects during reheating also requires attention to the charging logic. Billets must be spaced adequately to allow for convective heat transfer on all four sides. If billets are “shadowing” each other, the resulting uneven expansion can lead to structural warping.

The Path to Precision in Steel Rollin
The success of Billet Reheating is measured at the end of the rolling line. When the finished coil or bar displays a flawless surface and uniform mechanical properties, it is a testament to the precision of the furnace operation.
By prioritizing the Billet heating curve and implementing aggressive Decarburization control, mills can move from a “volume-first” mindset to a “quality-first” reality. As industrial automation continues to evolve, the integration of real-time temperature tracking will further refine the efficiency of Billet Reheating, ensuring that every billet is processed with surgical precision.
FAQ
How do I know if my billet is “ready” for the mill?
Beyond reaching the target surface temperature, the “soak time” must be sufficient to ensure the core has reached the plastic range. Use infrared thermography at the furnace discharge to verify uniformity.
What is the most common cause of high oxidation loss in reheating?
A: Excessive oxygen in the furnace atmosphere and prolonged residence time at temperatures above 1100°C’ are the primary drivers of scale growth.
How does the billet size affect the heating curve?
Larger billets require a significantly longer soaking period. The “Rule of Thumb” is roughly 1 hour per 100mm of thickness, but this varies based on the steel’s thermal diffusivity.





