
Continuous Casting Billet Quality: A Technical Guide to Solidification Control
In modern metallurgical operations, the transition from liquid steel to a high-density Continuous Casting Billet is a sophisticated thermodynamic journey. For engineers, the primary objective is to manage the solidification front to ensure a defect-free Continuous Casting Billet structure. Every millimeter of the metal must undergo a controlled phase change to prevent issues such as centerline segregation and transverse cracking.
Table of Contents
The Primary Cooling Zone: Mould Heat Flux and Shell Formation
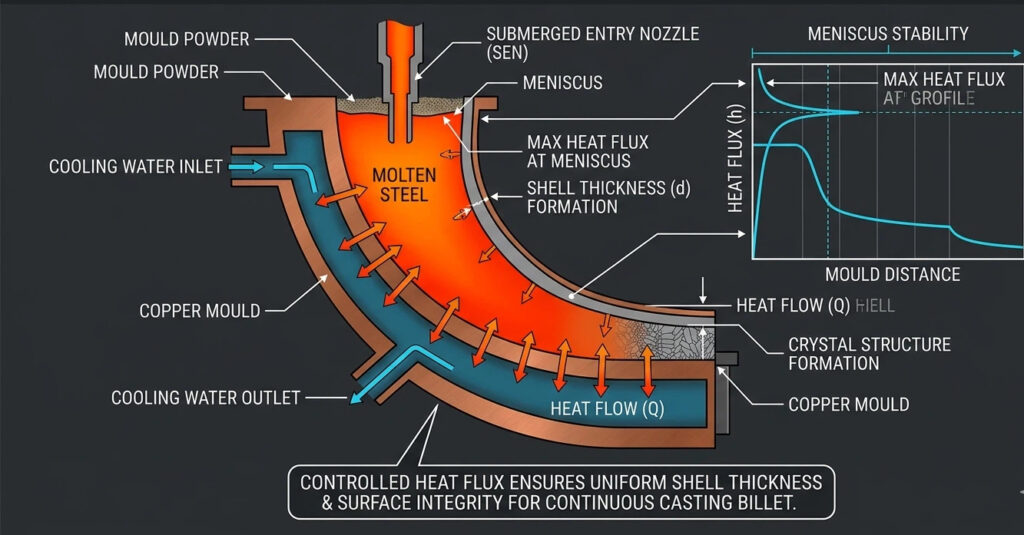
The production of a Continuous Casting Billet begins in the water-cooled copper mould. This primary cooling zone is responsible for extracting enough heat to form a solid “skin” or shell that can withstand the ferrostatic pressure of the liquid core.
Meniscus Stability and Heat Transfer
At the meniscus, the heat transfer coefficient must be meticulously balanced. If the shell of the Continuous Casting Billet forms too slowly, the risk of a “breakout” increases significantly. Conversely, excessive cooling can lead to a brittle surface. Engineering the oscillation frequency of the mould and the chemistry of the lubricating powder is essential to maintaining the surface integrity of the Continuous Casting Billet from the very first second of solidification.
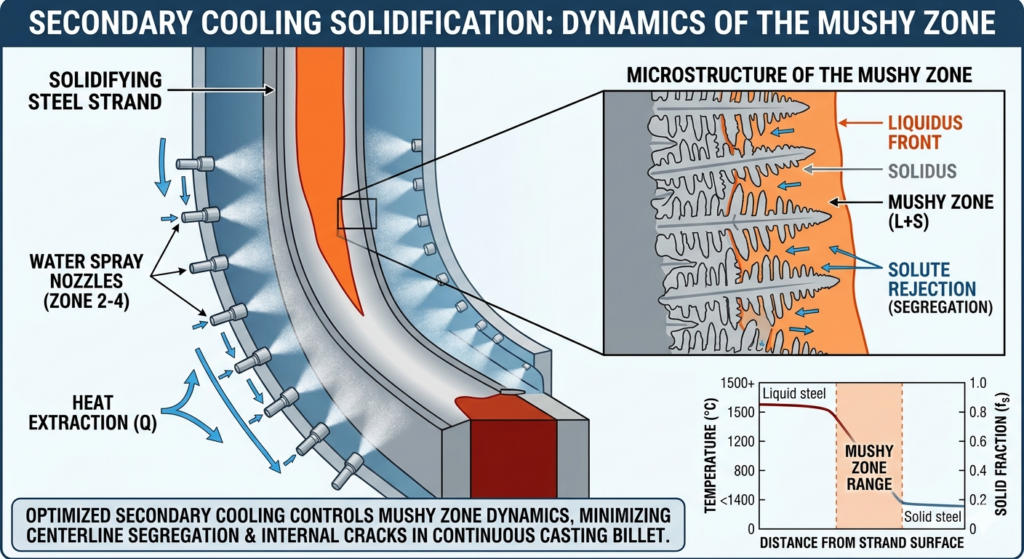
Secondary Cooling Solidification: Dynamics of the Mushy Zone
As the steel exits the mould, it enters the most complex phase of the process: Secondary cooling solidification. In this zone, air-mist or water sprays extract the remaining latent heat.
The Cooling zone in steel casting is divided into multiple segments, each requiring a specific cooling intensity. If the temperature gradient across the Continuous Casting Billet is too steep, thermal stresses will induce internal cracks. Engineers use “Soft Cooling” strategies—lower water volumes over a longer distance—to ensure that the solidification process proceeds without reheating the Continuous Casting Billet surface, which could otherwise lead to structural expansion and longitudinal defects.
Optimization of Billet Casting Speed
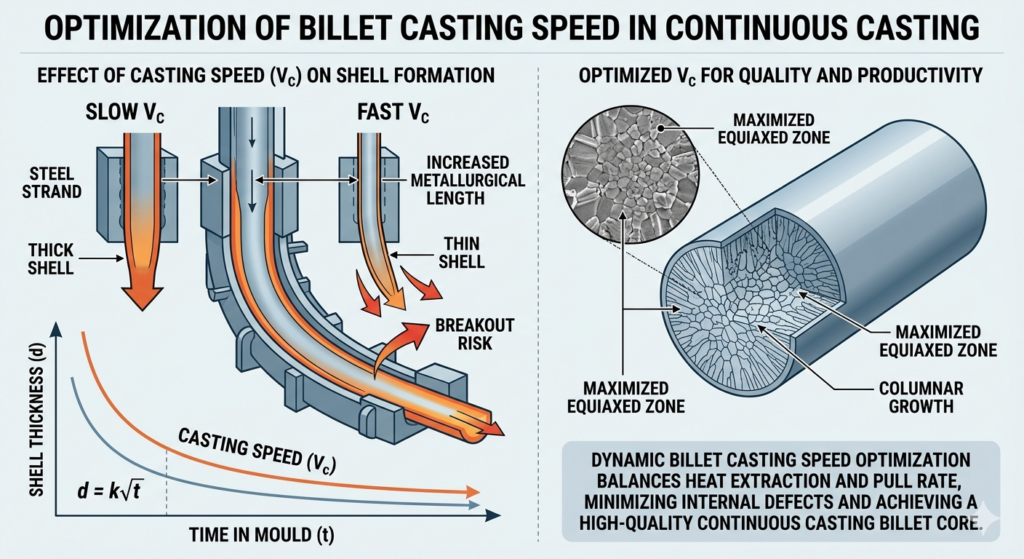
Billet casting speed (V_c) is the primary driver of productivity, but it serves as a double-edged sword in metallurgical quality. This parameter directly dictates the “metallurgical length”—the distance from the meniscus to the point where the liquid core completely disappears.
As speed increases, the time available for heat extraction decreases. This results in a thinner shell at the mould exit and a deeper liquid crater. To maintain the stability of the Continuous Casting Billet during high-speed operations, the spray intensity must be dynamically adjusted. According to the square root law of solidification (d = k√t), any fluctuation in speed requires an immediate recalculation of the cooling water flow.
Authority Reference: Research in Metallurgical and Materials Transactions B emphasizes that fluctuations in casting speed are the leading cause of longitudinal cracks. Source: Springer – Metallurgical and Materials Transactions B
Enhancing Internal Density: Equiaxed Zone vs. Columnar Growth
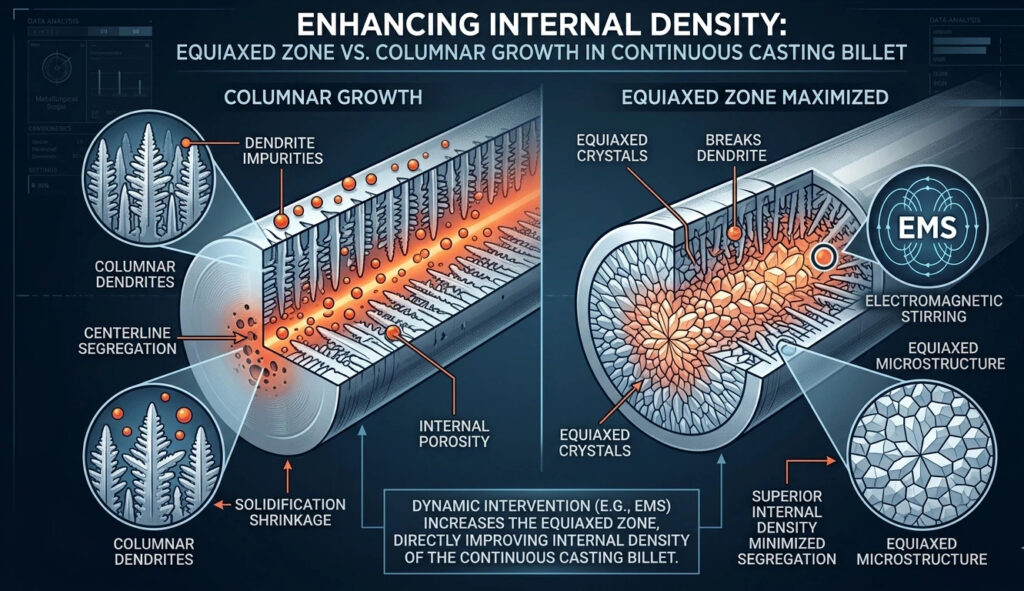
The “Hardcore” technical goal in Continuous Casting Billet manufacturing is to maximize the equiaxed crystal zone. Columnar crystals, which grow perpendicular to the cooling surface, tend to push impurities like Sulfur and Phosphorus toward the center, causing “Centerline Segregation.”
The Role of Electromagnetic Stirring (EMS)
To achieve a high-performance Continuous Casting Billet, Electromagnetic Stirring (EMS) is often deployed. By inducing a magnetic field, EMS creates a rotational flow in the liquid core, breaking the tips of the advancing columnar dendrites. These broken tips then act as nuclei for equiaxed crystals. This results in a much higher internal density, making the steel suitable for high-stress applications such as automotive components or structural engineering.
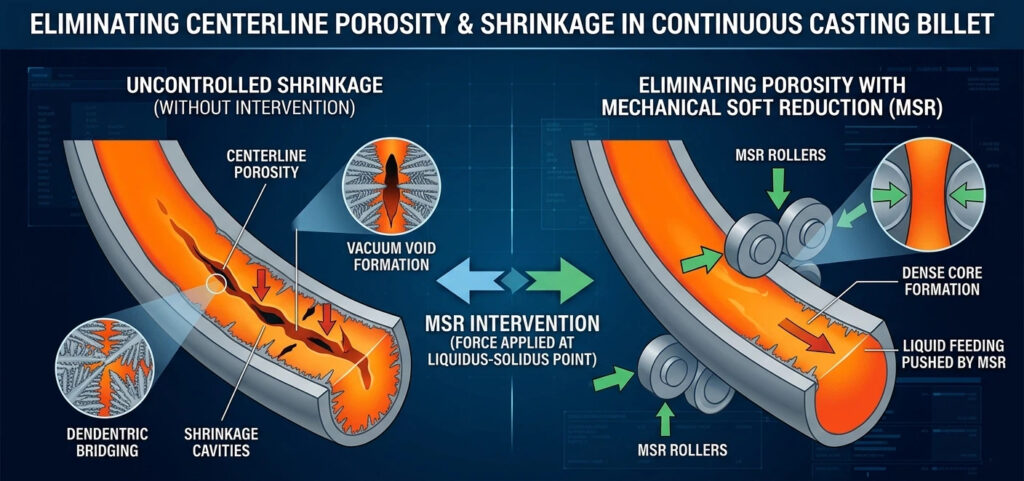
Eliminating Centerline Porosity and Shrinkage
Centerline porosity occurs during the final stages of solidification. As the steel shrinks, the liquid core must be continuously fed into the gaps. If the dendrites “bridge” too early, a vacuum is created, leading to internal holes.
Managing the final solidification of the Continuous Casting Billet often involves “Mechanical Soft Reduction.” By applying precise mechanical pressure to the strand just before complete solidification, engineers can force the liquid steel into shrinkage cavities, ensuring a perfectly dense core.
Authority Reference: The Association for Iron & Steel Technology (AIST) provides extensive documentation on how soft reduction technology improves internal soundness. Source: AIST – Digital Library
Ready to Optimize Your Steel Production?
Achieving the perfect solidification profile requires a delicate balance of speed, cooling, and mechanical precision. Whether you are troubleshooting centerline segregation or looking to increase your throughput, our metallurgical experts can provide the technical guidance you need to find the ideal Continuous Casting Billet solutions tailored to your facility’s requirements.
[Click here to contact our metallurgical specialists]
FAQ
How does casting speed affect shell thickness?
Increased speed reduces residence time in the mould, resulting in a thinner initial shell, which requires higher precision in the secondary cooling zones.
What is the main benefit of EMS?
EMS promotes a larger equiaxed zone and reduces centerline segregation, significantly improving mechanical properties.
Why is “reheating” dangerous during secondary cooling?
If the surface reheats too quickly, the internal liquid pressure can cause the shell to expand, creating internal “half-way” cracks.





