
42CrMo4 Heat Treatment Guide:How to prevent quenching cracks and processing failures
Tired of pulling cracked components out of your oil tank? You are not alone. Executing a proper 2. 42CrMo4 heat treatment process is the ultimate way to achieve high fatigue strength in industrial gears and shafts, but it is also an operation where a single oversight in the furnace results in expensive scrap metal.
If your workshop is currently struggling with structural distortion during quenching or rapid tool wear during downstream cutting, this shop-floor blueprint will fix it. By understanding how to manage this specific alloy’s thermal transformation zones, you can lower your shop’s scrap rates immediately. Let’s look at how to master 3. 42CrMo4 heat treatment parameters without ruining your raw material stock.
Table of Contents
Why 42CrMo4 is a Double-Edged Sword for Machine Shops
As a chrome-moly alloy steel, 42CrMo4 (standardized under ISO 683-3:2022 specifications) offers exceptional hardenability and core toughness. However, its high carbon and chromium content makes it highly unforgiving when subjected to rapid thermal shifts.
Many small-to-medium manufacturing shops handle this grade like standard mild carbon steel. This lack of control ruins the material’s microstructural transition. Rushing the heating cycle or mismanaging the cooling curves creates massive internal stress gradients. The resulting micro-cracks ruin the structural integrity of your parts before they ever reach the shipping department.
Setting Up Your 42CrMo4 Heat Treatment Furnace
Achieving zero defects requires strict adherence to phase transformation temperatures. You cannot guess the internal temperature of your furnace or rely on outdated manual charts. A standardized 4. 42CrMo4 heat treatment program is the only path to repeatable structural integrity.
1.Preheating: The Step Your Shop Cannot Skip
Never throw cold 42CrMo4 bars directly into an 850° C furnace environment. The extreme thermalshock causes uneven volumetric expansion between the core and the surface, inducing cracksbefore quenching even begins.
- Ramp your furnace to 500°C – 600°C first.
- Soak the material until the core temperature matches the surface.
- This step ensures that subsequent austenitizing happens uniformly, minimizing distortion.
2.The Austenitizing Window
For proper 5. 42CrMo4 heat treatment,between 820°Cand 860°C. the austenitizing temperature must be held precisely
- Too low: Carbon won’t fully dissolve into the austenite matrix, leading to soft spots after quenching.
- Too high: Excessive grain growth occurs, permanently embrittling the steel structure.
- Soaking Time Rule: Allow 20 minutes per 25mm of cross-sectional thickness once the furnace hits the target temperature.

3.Tempering for Targeted Hardness
Quenched alloy steel is too brittle for industrial application. Immediate tempering is mandatory to convert brittle martensite into tempered martensite. This is a critical stage where poor 6. 42CrMo4 heat treatment execution can cause temper embrittlement. Use these references:
- High Hardness (45-50 HRC): Temper at 200° C – 250° C (Suitable for high-wear gears).
- Medium Hardness (30-40 HRC): Temper at 400° C – 500° C (Standard structural setup).
- High Toughness (22-30 HRC): Temper at 550° C – 650° C (Best for high-impact drive shafts).
How to Prevent 42CrMo4 from Cracking During Quenching
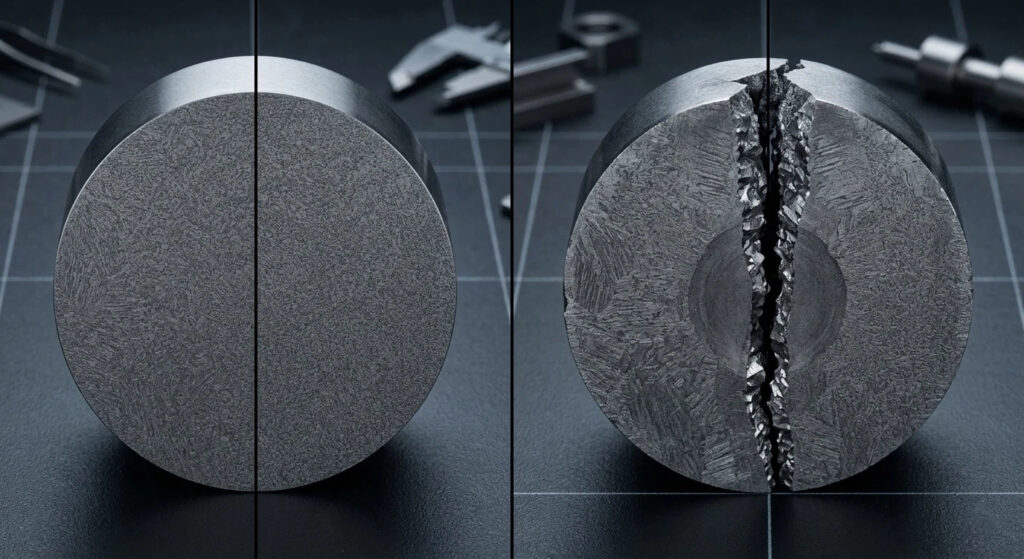
Quench cracking occurs when internal transformation stresses exceed the tensile strength of thenewly formed martensite layer. If your parts are splitting, your cooling curve is too aggressive in thewrong temperature zones. Understanding how to prevent 42CrMo4 from cracking duringquenching comes down to controlling the cooling rate through the critical Martensite Start (M,)
zone, which sits roughly around 330° C.
Use the Right Medium: Stop Using Pure Water
Quenching this grade in water almost guarantees catastrophic failure because water extracts heat too violently.
- Always use premium quenching oil agitated and maintained at 40°C – 60° C.
- The oil slows down the cooling rate exactly when the metal is transforming structurally, allowing
- internal thermal stresses to equalize naturally.
Execute Interrupted Quenching
For complex geometries or stepped shafts, use an interrupted cooling technique:
1.Submerge the part in the agitated oil bath until it drops below the red heat zone ( 400° C)
2.Remove the part from the oil and allow it to air-cool through the final transformation range
down to room temperature.
3.This process is a foundational trick in 7. 42CrMo4 heat treatment that balances surface hardness with core integrity.
4.Move the part directly to the tempering furnace while it is still warm to the touch ( 60°)
42CrMo4 Machining Best Practices
Machining this alloy requires different strategies depending on whether you are working with annealed raw material or fully Quenched and Tempered (Q+T) stock. Poorly optimized parameters cause work hardening, which destroys your tooling inserts within minutes. A faulty furnace run cannot be salvaged by fixing your tool paths; a flawless 8. 42CrMo4 heat treatment must always precede final cutting operations.
1.Tooling and Speed Parameters
When executing 42CrMo4 machining on Q+T material (typically around 30-35 HRC), reduce your cutting speeds by 30% compared to standard carbon steels to prevent excessive heat buildup at the tool tip.
- Coated Carbide Inserts: Use TiAlN-coated inserts. They retain hardness at the elevated temperatures generated by this specific alloy.
- Feed Rate: Maintain a constant, aggressive feed. Letting the tool dwell or rub against the surface induces instant work hardening, making subsequent passes nearly impossible.
2.Coolant Strategy
Intermittent cooling is worse than no cooling. If your coolant delivery fluctuates, the carbide insert experiences rapid thermal cycling, leading to micro-chipping along the cutting edge.
- Use a high-pressure, high-volume flood coolant setup.
- Direct the nozzles precisely at the chip-tool interface to flush out heat immediately.
Shop-Floor Troubleshooting Matrix
| Processing Symptom | Probable Root Cause | Quick Correction Action |
| Visible cracking along edges | Quenched in water or oil was too cold | Switch to warm polymer/oil; use interrupted quenching. |
| Low hardness after quench | Austenitizing temperature too low or slow transfer | Verify furnace calibration; move part to quench tank within 5 seconds. |
| Rapid tool chipping | Work hardening due to low feed rates | Increase feed per tooth; ensure continuous cut depth. |
| Brittle component failure | Delayed tempering cycle | Temper immediately after quenching; do not let parts sit overnight. |
Standardizing the Process for High Yield
To get repeatable results, you must standardize every variable in your workshop. A flawed 13. 42CrMo4 heat treatment setup cannot be fixed by over-engineering your downstream machining parameters. If the grain structure is damaged during the quench phase, the tool life during 42CrMo4 machining will drop regardless of the coating you use on your inserts.
Keep logs of furnace cycle times, oil temperatures, and batch numbers. When you treat metallurgy as a precise calculation rather than guesswork, your shop’s scrap output will drop significantly. Investing time into fine-tuning your 14. 42CrMo4 heat treatment protocol is what separates premium component producers from low-tier workshops.
Conclusion
Successful processing is a matter of managing thermal stress through strict process control. By prioritizing uniform preheating, eliminating water from your quenching line, and moving directly to the tempering phase, your workshop can easily drop its scrap rates down to zero.
For more detailed phase transformation data and structural metrics regarding chrome-moly performance limits, consult the technical archives provided by the ASM International Materials Database
and cross-verify your testing standards with the official ASTM International Steel Standards.
FAQ
What is the ideal hardness for 42CrMo4 after tempering?
It depends on the application, but for general high-strength mechanical engineering, a range of 30 to 38 HRC balances tensile strength with reliable impact toughness.
Can I weld 42CrMo4 before executing a final 9. 42CrMo4 heat treatment?
Yes, but you must preheat the weld zone to 200° C – 300° C to avoid hydrogen cracking in theheat-affected zone (HAZ), followed by immediate stress relieving. Refer to the AmericanWelding.Society.guidelines for preheat parameters. Failing to preheat before a complete 10. 42CrMo4 heattreatment will trap micro-fissures in the joint.
What happens if I delay tempering after the initial 11. 42CrMo4 heat treatment quench?
Delaying the temper step allows retained stresses to multiply. If parts sit at room temperature for hours after the initial 12. 42CrMo4 heat treatment oil submerge, they will often crack spontaneously due to the untempered martensite structure.
What is laser beam quality, and does it affect 42CrMo4 cutting?
Laser beam quality measures how tightly a laser focuses. Higher beam quality allows for cleaner cuts on 42CrMo4 sheets without creating a hardened, unmachinable edge profile.





