
The Engineering Reality of 1045 Steel Chemical Composition
In industrial manufacturing, AISI 1045 is the “workhorse” of medium-carbon steels. It occupies a critical middle ground—offering significantly more strength than mild steels (like A36 or 1018) while remaining far more cost-effective than high-alloy tool steels.
However, the reputation of 1045 as a “simple” steel is often a misconception among junior engineers. Because the standard 1045 Steel Chemical Composition allows for a relatively wide range of carbon and manganese, two different batches of “1045” can behave like entirely different materials during induction hardening or high-speed machining. Understanding these nuances is the difference between a high-performance drivetrain and a catastrophic field failure.
Table of Contents
1045 Steel Chemical Composition and its Elemental Influence
The performance of any carbon steel is a direct function of its “recipe.” While ASTM A29 provides the legal boundaries for this grade, the “sweet spot” for high-end manufacturing is often much tighter than the standard suggests.
The Carbon Anchor (0.43%-0.50%)
Carbon is the primary architect of the 1045 Steel Chemical Composition.. With a nominalcontent of 0.45%, this steel has enough carbon to achieve significant surface hardnessthrough quenching, yet not so much that it becomes inherently brittle.
In a technical sense, each 0.01% increase in carbon raises the potential peak hardness butnarrows the “safety window” during heat treatment. If your supplier consistently hits the0.50% upper limit, you will notice increased tool wear but superior wear resistance in the finalpart.
Manganese (0.60%-0.90%):The Hardenability Enabler
Often overlooked, Manganese is critical because it increases “hardenability.” It ensures that the Mechanical properties of AISI 1045 are consistent across the cross-section. Without sufficient manganese, large-diameter bars will exhibit a “soft core” even after a rigorous water quench.
Silicon (0.15%-0.35%): The Deoxidizer
Silicon is added during the melting process to “kill” or deoxidize the steel. In the context of the 1045 Steel Chemical Composition, silicon contributes to solid-solution strengthening of the ferrite matrix, which improves the initial yield point before any heat treatment is applied.
Phosphorus and Sulfur: The Cleanliness Factors
To maintain a high Tensile strength of carbon steel billet, phosphorus and sulfur must bestrictly limited (typically ≤ 0.040% and ≤ 0.050%). While sulfur can slightly improve theMachinability rating of 1045 carbon steel by acting as a chip breaker, excessive amountslead to “hot shortness” and can cause cracking during forging.
Correlating Chemistry with the Mechanical properties of AISI 1045
The Mechanical properties of AISI 1045 are not static; they are the result of the interaction between the chemical elements and the cooling rate from the austenitic temperature.
Tensile and Yield Strength Analysis
According to the ASM International Materials Data, the Tensile strength of carbon steel billetin the as-rolled state typically ranges from 570-700 MPa. However, by optimizing the 1045Steel Chemical Composition towards the higher end of the manganese range, manufacturerscan push the yield strength closer to 450 MPa without specialized alloys.
Ductility vs. Hardness
A common trade-off in 1045 is ductility. As you maximize the carbon for hardness, theelongation percentage drops. For components like hydraulic cylinder rods, maintaining anelongation of at least 15% is vital for absorbing shock loads without fracture.
Thermal Processing and the 1045 steel hardness range Brinell
When a quality inspector reviews a Material Test Certificate (MTC), the hardness value is usually the first metric analyzed. However, the 1045 steel hardness range Brinell varies wildly based on the material’s state:
- As-Rolled: 170-210 HB
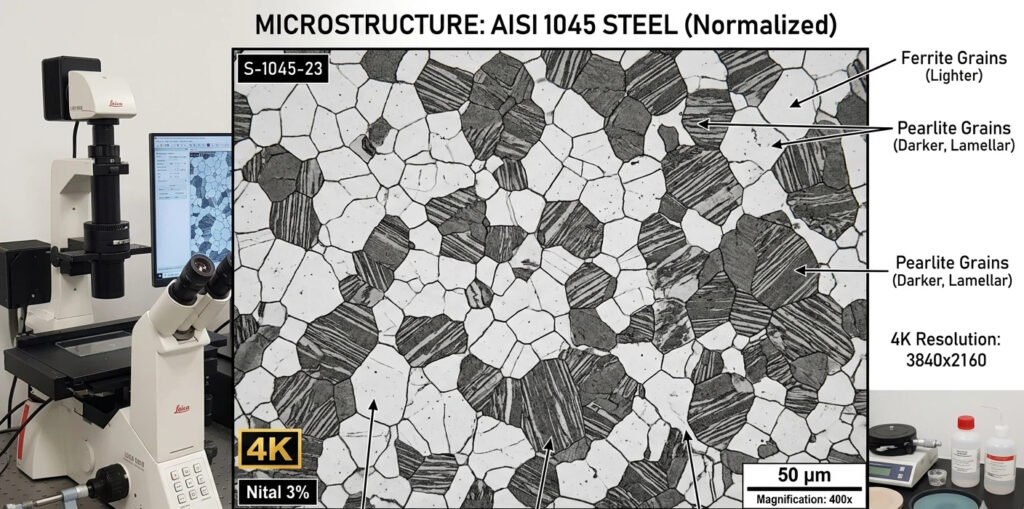
- Normalized: 187-229 HB
- Annealed: 156-187 HB
The Quench and Temper Ceiling
To achieve the best Mechanical properties of AISI 1045, the steel is typically quenched andtempered. While it can reach a surface hardness of 50-55 HRC via induction, the bulk 1045steel hardness range Brinell after tempering is usually targeted at 225-300 HB for abalance of strength and toughness.
Thermal Guidelines
Referencing a standard 1045 steel heat treatment temperature chart, engineers should target:
- Normalizing: 840°C-880° C
- Hardening: 820°C-860°C (Water or Oil quench)
- Tempering: 400°C-650° C (Adjusted based on desired final hardness)
Balancing 1045 Steel Chemical Composition for Machinability
One of the primary reasons 1045 is specified for high-volume production is its predictability inthe CNC machine. The Machinability rating of 1045 carbon steel is generally 65-70% ofB1112.
Surface Finish vs. Carbon Content
If the 1045 Steel Chemical Composition is too low in carbon (near 0.40%), the steel canbecome “gummy,” leading to poor surface finishes and “built-up edge” on cutting tools.Conversely, if carbon is at the 0.50% limit, tool life may decrease by 15-20%, but the resultingsurface finish will be much crisper and more conducive to press-fit bearings.
Equivalents and Global Sourcing
When sourcing globally, engineers look for Equivalent materials for AISI 1045 such as:
- EN 10083-2: C45 (1.0503)
- JIS G4051: S45C
- GB/T 699: 45 Steel
While these are functionally similar, the 1045 Steel Chemical Composition of the American AISI standard is often preferred for high-speed automated lines due to more consistent sulfur control.
Calculating the Carbon Equivalent (CE)
For engineers involved in welding or heavy forging, simply looking at the 1045 Steel ChemicalComposition isn’t enough. You must calculate the Carbon Equivalent (C’E) to predict the riskof hydrogen-induced cracking in the heat-affected zone (HAZ).
The formula commonly used is:
Conclusion
The 1045 Steel Chemical Composition is not just a list of elements; it is the blueprint for your component’s lifespan. By focusing on the interplay between Carbon, Manganese, and thermal processing, you can tailor the Mechanical properties of AISI 1045 to meet the exact demands of your application.
FAQ
Can I weld AISI 1045 steel without pre-heating?
It is not recommended. Due to the 1045 Steel Chemical Composition, the carbon level is high enough to form martensite in the weld area, which is highly susceptible to cracking without thermal management.
Why is my 1045 steel cracking during water quenching?
A: This often happens if the manganese is on the high end and the water is too cold. Thiscreates excessive internal stress. Switch to an oil quench or warm the water to 40°C-60°C.
How do I improve the Tensile strength of carbon steel billet?
Normalizing is the most cost-effective method to refine grain size and boost the Tensile strength of carbon steel billet without the distortion risks of liquid quenching.
What is the most accurate way to measure the 1045 steel hardness range Brinell?
For forged or cast billets, a 10 mm ball with a 3000 kg load provides the mostrepresentative bulk measurement, as smaller Rockwell tests can be influenced by localpearlite/ferrite variations.





