
Steel Billet Surface Defects: Why Small Cracks Become Big Rolling Losses
Steel billet surface defects can turn a good purchasing price into a high processing cost. Small cracks, scabs, folds, or heavy scale may open during reheating, elongate during rolling, or become visible only after forging. This guide explains how to recognize the risk, how to inspect billet surface cracks, and what buyers should confirm before accepting a shipment. Understanding steel billet surface defects early helps buyers reduce claims before rolling or forging begins.
Table of Contents
Why Do Steel Billet Surface Defects Increase Processing Loss?
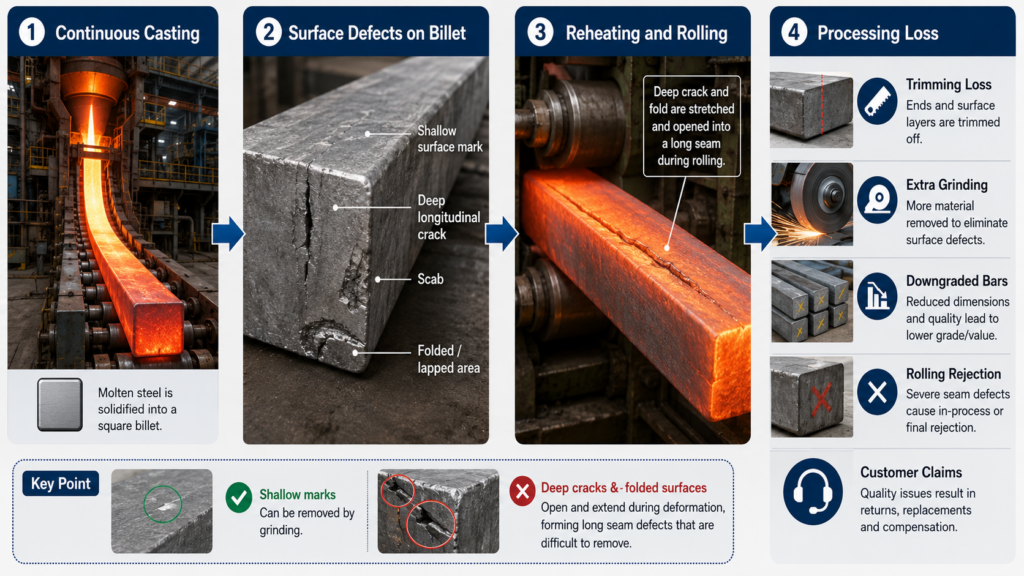
Steel billet surface defects increase processing loss because rolling and forging do not always “heal” a bad surface. A shallow mark may be removed by grinding, but a deep longitudinal crack or folded surface can stretch into a long seam after deformation.
According to Britannica’s continuous casting overview, liquid steel is solidified continuously through a water-cooled mold and withdrawn as a strand. If casting, cooling, or surface handling is not controlled, the billet surface may carry defects into the next process.
For buyers who want broader background on billet production routes, this article on continuous cast steel billet quality can be used as a supporting reference.
The commercial risk is simple: steel billet surface defects may cause trimming loss, extra grinding, downgraded bars, rolling rejection, or customer claims.
Common Steel Billet Surface Defects Buyers Should Recognize
Common steel billet surface defects include billet cracks, scabs, laps, folds, heavy oxidation scale, scratches, dents, and corner cracks. They do not carry the same risk.
| Defect | What It Looks Like | Main Risk | Typical Action |
|---|---|---|---|
| Billet cracks | Straight, branched, or corner lines | Open during rolling or forging | Grind, cut, or reject |
| Scabs | Attached metal patches | Rolled-in surface defect | Scarf or grind |
| Laps | Folded-over metal | Hidden seam after deformation | Remove before processing |
| Folds | Overlapped surface area | Crack-like line in final product | Grind or reject |
| Heavy scale | Thick oxide layer | Hides cracks and pits | Descale, then inspect |
| Corner cracks | Edge or corner crack lines | Spread during deformation | Corner grinding or cutting |
A research article on defects of steel billet in continuous casting notes that cracks may be longitudinal, transverse, or star-shaped, and transverse cracks formed during casting can become serious defects in rolled products. That is why steel billet surface defects should be checked before charging into the furnace.
How Can Buyers Inspect Steel Billet Surface Defects Before Rolling?
Steel billet inspection should start with a simple rule: inspect all four sides and all corners before accepting the batch. Corners deserve special attention because corner cracks may look small before heating but open quickly under deformation.
For how to inspect billet surface cracks, use this sequence:
1.Clean or descale suspicious areas.
2.Check under strong light.
3.Mark crack length, direction, and position.
4.Grind a small test area if depth is unclear.
5.Compare defects with agreed acceptance criteria.
6.Record heat number, billet size, photos, and batch location.
7.Separate doubtful pieces before reheating.
The ASNT visual testing guide explains that visual testing is used to identify surface discontinuities such as cracks, porosity, and corrosion. For ferromagnetic steel, the ASNT magnetic particle testing guide also explains that MT can detect surface and near-surface discontinuities.
During purchasing acceptance, this guide on steel billet quality inspection and MTC verification can help connect visible defects with heat number traceability, MTC records, and supplier responsibility.
Can Grinding or Scarfing Save a Defective Billet?
Some steel billet surface defects can be repaired. Others should be rejected before they create higher loss.
Light scratches, shallow scale pits, and local surface marks may be acceptable after grinding. Local billet cracks may also be removed if the grinding depth is controlled and the remaining section still meets size tolerance.
Scabs, laps, folds, repeated corner cracks, and long longitudinal cracks are more dangerous. If the defect continues below the visible surface, grinding only the top may hide the risk instead of removing it.
A practical rule for surface quality is this: repair is useful only when the defect depth, location, and remaining billet size are clear. If not, the safer choice is segregation or rejection.
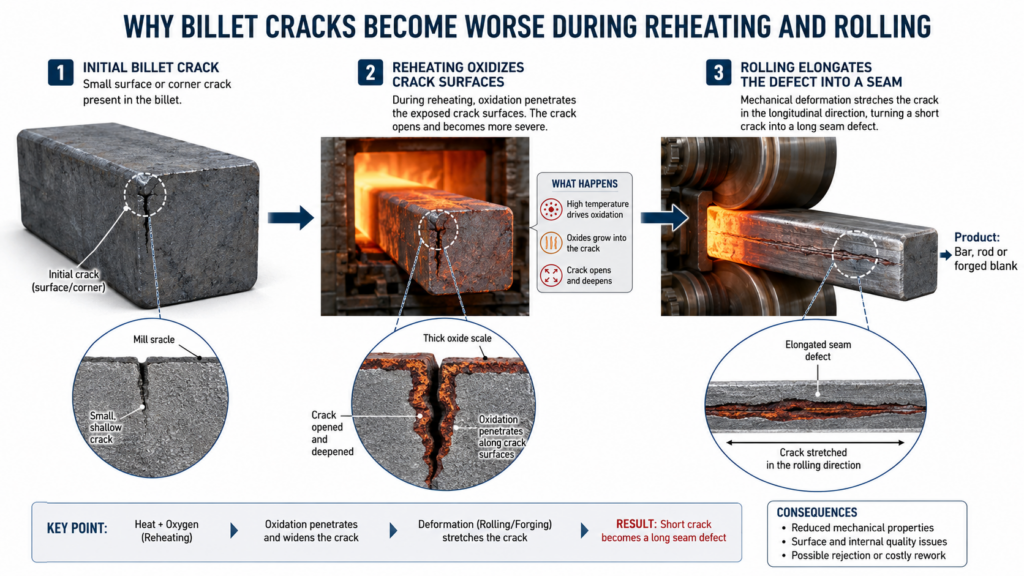
Why Do Billet Cracks Become Worse During Reheating and Rolling?
Billet cracks become worse because reheating oxidizes exposed crack surfaces, and rolling stretches the defect along the product length. A short crack on a billet may become a long seam on a bar, rod, or forged blank.
A review in MDPI Metals on continuous casting practices discusses continuous casting as a key route in steel production and shows why casting process control remains central to quality. For buyers, that means steel billet surface defects should not be treated as cosmetic marks only.
If the billet will be used for forged shafts, rings, gears, or heavy machinery parts, this guide on steel billet surface quality before forging can support a more application-specific review.
What Should Be in a Billet Surface Inspection Checklist?
A useful billet surface inspection checklist should be clear enough for both supplier and buyer.
Check these points before shipment or before furnace charging:
- steel grade and heat number;
- billet size and tolerance;
- surface quality on all sides;
- billet cracks at corners and edges;
- scabs, laps, folds, dents, and deep scratches;
- scale condition after storage;
- grinding or scarfing records;
- photo evidence for repaired areas;修
- quantity of rejected or downgraded pieces;
- agreement on claim handling.
How Can Suppliers Reduce Surface Quality Problems?
Suppliers reduce steel billet surface defects by controlling casting temperature, mold condition, secondary cooling, straightening, handling, storage, and pre-shipment inspection. They should also separate repaired billets from prime material and provide clear records.
Buyers should not only ask for “good surface.” They should define acceptable repair depth, surface cleaning level, inspection method, and documentation. Better communication before shipment usually costs less than emergency sorting after arrival.
Conclusion
Steel billet surface defects are not just visual problems. They can decide whether a batch rolls smoothly or turns into extra grinding, lower yield, rejection, and claims. The safest approach is to inspect early, define acceptance criteria, document repairs, and separate doubtful billets before reheating.
In short, steel billet surface defects must be controlled before the furnace, not argued about after the final product fails. For rolling mills, forging plants, machining factories, and steel traders, better surface quality control is one of the most direct ways to reduce processing loss.
FAQ
What are common steel billet surface defects?
Common steel billet surface defects include billet cracks, scabs, laps, folds, heavy scale, scratches, dents, and corner cracks.
Can billet cracks be removed by grinding?
Yes, shallow and local billet cracks can sometimes be removed by controlled grinding. Deep, long, or repeated cracks should be reviewed carefully or rejected.
What is the difference between scabs and laps?
Scabs are attached surface patches. Laps are folded-over surface metal. Both can become rolled-in defects if not removed.
How should buyers inspect billet surface cracks?
Buyers should clean the surface, inspect all sides and corners, mark crack length, check depth, take photos, and compare findings with acceptance criteria.
Why does surface quality affect rolling yield?
Poor surface quality can create seams, cracks, pits, extra trimming, extra grinding, downgraded products, and rolling rejection.
When should a billet be rejected?
A billet should be rejected when cracks are deep, repeated, unclear in depth, located at critical corners, or likely to remain after grinding.





