
What to Check in a Steel Billet for Forging Before It Enters the Furnace
A steel billet for forging can decide whether production starts with control or hidden risk. If the billet has unstable chemistry, center looseness, inclusions, surface cracks, or poor traceability, the forging shop may not see the problem until heating, deformation, machining, heat treatment, or ultrasonic testing.
This guide explains what manufacturers should check before production, including chemical composition, internal soundness, surface quality, heating behavior, forging ratio, and inspection documents.
Table of Contents
Why billet quality matters before forging starts
A steel billet for forging is not just raw material. It is the starting structure of the future forged part. A good forging process can refine grain flow and improve shape, but it cannot fully rescue a billet with serious internal discontinuities or wrong chemistry.
ASM’s chapter on inspection of forgings notes that flaws in forgings may originate from conditions in the ingot, billet, or subsequent hot working, and common inspection methods include visual, magnetic particle, liquid penetrant, ultrasonic, eddy current, and radiographic inspection. That is why pre-production billet inspection matters.
When factories choose the wrong steel billet for forging, the consequences may include cracking, unstable mechanical properties, UT rejection, excessive machining loss, or inconsistent heat treatment results.
Forging billet quality is different from ordinary steel stock
A forging billet must survive heating and plastic deformation. Ordinary stock may be acceptable for simple cutting or machining, but a billet for forged parts must handle compression, elongation, upsetting, rolling, or drawing without opening hidden defects.
A production-ready steel billet for forging should be checked for:
- correct steel grade and standard
- heat number traceability
- chemical composition
- surface condition
- internal soundness
- billet size and section shape
- delivery condition
- inspection reports
For critical forged parts, the question is not only “Is the grade correct?” It is also “Can this billet safely become the final forging?”
Chemical composition checks for alloy steel billet
Chemical composition is the first technical checkpoint. Carbon controls strength, hardness, and heat treatment response. Manganese, chromium, molybdenum, and nickel affect hardenability, toughness, wear resistance, and final mechanical properties.
For an alloy steel billet, small chemistry differences may become large differences after forging and heat treatment. High sulfur or phosphorus can reduce toughness and increase crack sensitivity, especially under hot deformation.
A reliable steel billet for forging should come with a Mill Test Certificate, heat number, and chemical analysis. These records are not paperwork only. They connect each forging batch to its origin and help explain later performance differences.
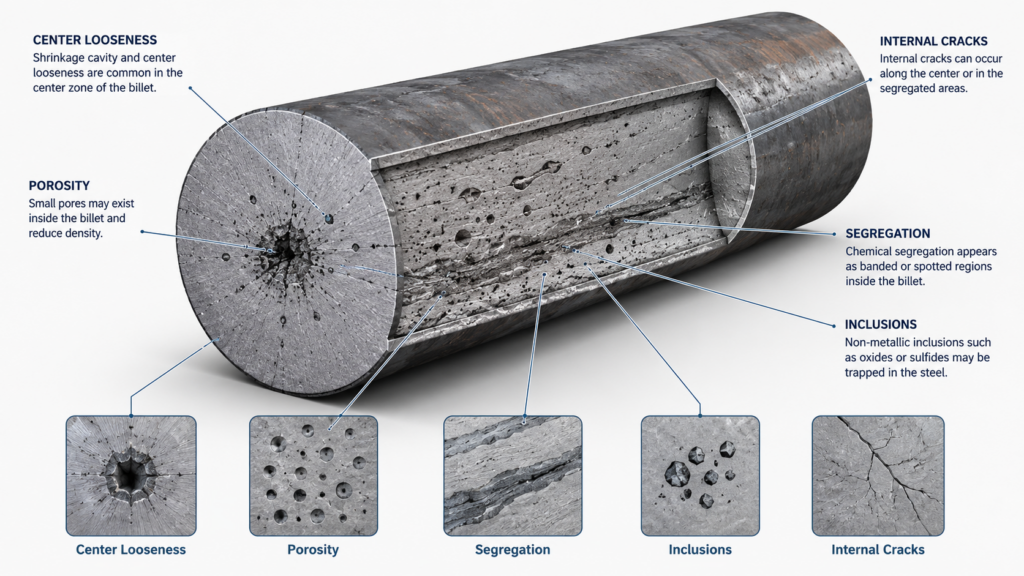
Internal defects that can ruin forged parts
Internal quality is where many costly failures begin. Common billet defects include shrinkage cavity, porosity, segregation, center looseness, non-metallic inclusions, and internal cracks.
ASM’s defects leading to failure discussion lists internal discontinuities such as ruptures, cracks, inclusions, segregation, and porosity as defect types that can contribute to failure.
For a steel billet for forging, these defects may not disappear just because the billet is heated and deformed. If deformation is insufficient or the defect is severe, the problem may remain inside the forged part.
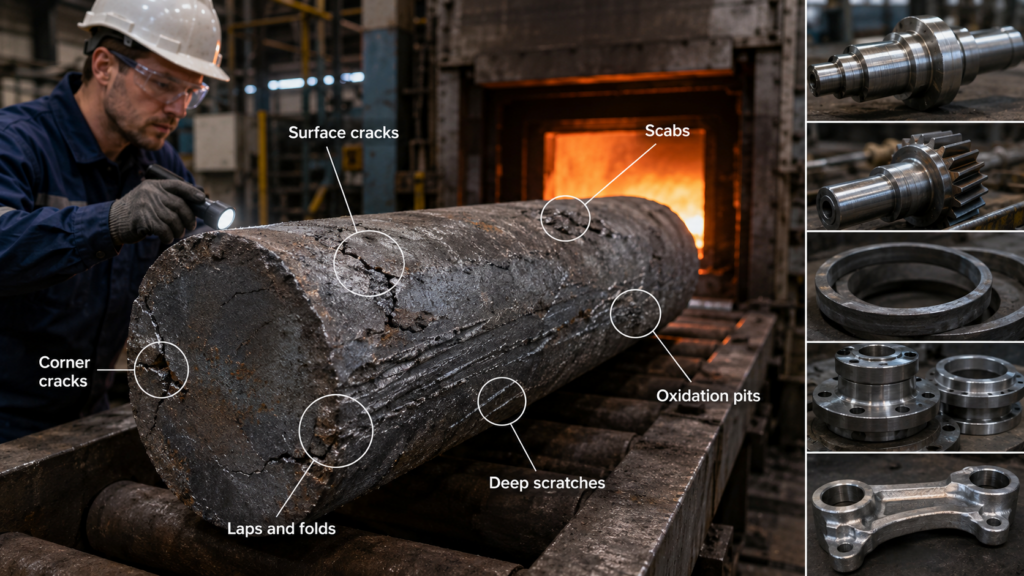
Surface quality before hot forging
Surface quality should be inspected before the billet enters the furnace. Surface cracks, scabs, laps, folds, corner cracks, deep scratches, and oxidation pits can expand during heating and deformation.
A steel billet for forging with visible surface cracks should not be sent directly into production without review. Grinding, cutting, or rejecting the billet may be cheaper than producing a cracked forging.
Surface inspection is especially important for forged shafts, gears, rings, flanges, automotive forged parts, and heavy machinery components where surface defects can become fatigue initiation points.
Heating behavior and temperature stability
Heating is not a simple warm-up step. Different carbon and alloy steel grades need controlled heating to avoid thermal stress, overheating, decarburization, or poor hot ductility.
A steel billet for forging must heat evenly through its section. Large billets and alloy steel billets may require slower heating or soaking to reduce temperature gradients. If the surface gets too hot while the center remains cold, cracking risk increases during deformation.
Research on smart forging control also shows how temperature variation affects microstructure control. The DeepForge study on microstructural control in metal forming uses surface temperature measurements to predict microstructure changes during forging, showing why temperature control matters in modern forging quality.
Forging ratio and billet size selection
The best steel billet for forging is not always the cheapest billet or the closest size. Billet size must support the required forging ratio.
Forging ratio affects internal compaction, grain refinement, and mechanical property consistency. If the billet is too close to final size, there may be insufficient deformation to improve center looseness or refine structure. If the billet is oversized, material cost, heating time, and machining loss increase.
For forged shafts, rings, gears, flanges, and blocks, billet size should be selected together with the target deformation route—not only final part weight.
Steel billet for automotive forged parts
A steel billet for automotive forged parts must meet stricter expectations because automotive parts often face fatigue loading, impact, repeat production, and safety requirements.
Typical applications include forged shafts, gears, connecting rods, steering components, suspension parts, bearing-related parts, and transmission components.
For this type of steel billet for forging, manufacturers should pay close attention to inclusion control, heat-to-heat consistency, hardenability, fatigue performance, and UT or other NDT requirements.
ASTM A388/A388M covers procedures for contact pulse-echo ultrasonic examination of steel forgings using straight-beam and angle-beam techniques. It is a useful reference when buyers define UT expectations for forged parts.
Continuous cast billet and supplier control
Many forging shops use a continuous cast steel billet because it offers stable dimensions, scalable supply, and good availability for carbon and alloy steel grades.
Still, a continuous cast steel billet for forging should be checked for center segregation, surface cracks, internal soundness, and traceability. Production route alone does not replace inspection.
For repeat orders and critical forged parts, it is also important to choose a reliable steel billet supplier that can provide heat traceability, inspection records, consistent steelmaking control, and clear delivery conditions.
Common mistakes when buying forging billets
Common purchasing mistakes include choosing only by price, checking only the grade name, ignoring surface cracks, skipping UT requirements, accepting vague certificates, and failing to match billet size with forging ratio.
Another mistake is using ordinary billet for critical forged parts without reviewing internal quality. For a low-risk part, this may not create immediate failure. For automotive, shaft, gear, flange, or heavy machinery forgings, it can lead to expensive rejection.
Final advice before heating the billet
A steel billet for forging should be approved before it enters the furnace, not questioned after the forged part fails inspection. The right billet should have stable chemistry, clean internal quality, sound surface condition, suitable heating behavior, enough forging ratio, and traceable documents.
A good forging process can improve steel structure, but it cannot fully save a poor billet. Choosing the right steel billet for forging is the first step toward reliable forged parts, lower rejection risk, and more stable production.
FAQ
What is the best steel billet for forging?
The best billet depends on the forged part, steel grade, forging ratio, heat treatment, and inspection requirements. For critical parts, internal soundness is as important as chemistry.
What defects should be checked before forging?
Check shrinkage, porosity, inclusions, segregation, internal cracks, surface cracks, scabs, folds, deep scratches, and corner defects.
Why do steel billets crack during forging?
Common causes include poor surface quality, internal defects, high sulfur or phosphorus, improper heating, low hot ductility, or wrong forging temperature.
Is alloy steel billet better for forged parts?
It is better when the part needs higher strength, toughness, hardenability, or wear resistance. It is not always necessary for simple low-load parts.
Why is forging ratio important?
Forging ratio helps refine structure, improve internal compaction, and support stable mechanical properties in the final forged part.
What steel billet is used for automotive forged parts?
Automotive forged parts often use carbon or alloy steel billets with strict chemical control, inclusion control, heat treatment response, and fatigue performance.





