
Maximizing 8620 Steel Billet Performance for Gear Manufacturing
Gear failure under shock loads or high-contact fatigue rarely stems from a mistake on the CNC cutting line. Instead, the root cause almost always traces back to subsurface anomalies embedded within the raw material long before the teeth are shaped. For transmission and heavy machinery gear plants, raw material specification dictates both the scrap rate in the heat treatment department and the ultimate field survival of the product. Selecting a strictly regulated Steel Billet for Gear Manufacturing determines whether your gears maintain structural integrity under severe torque or suffer catastrophic tooth peeling. This guide breaks down the critical metallurgical parameters required to optimize your raw material chain, manage distortion during case hardening, and eliminate early fatigue failures.
Table of Contents
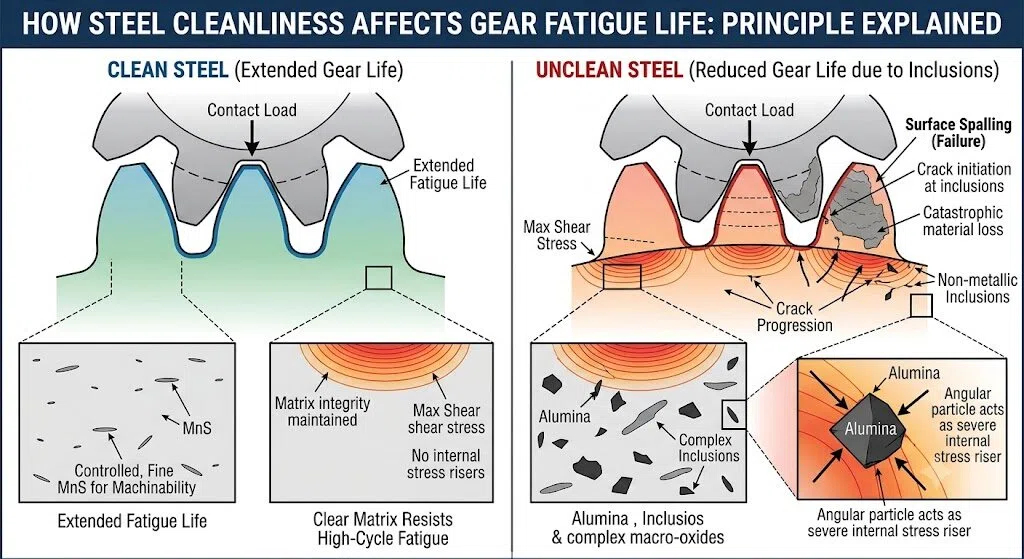
How Steel Cleanliness Affects Gear Fatigue Life
When a gear teeth configuration meshes under high contact stress, the maximum shear stress occurs just beneath the surface skin. If the metal matrix contains hard, non-metallic inclusions, these particles act as severe internal stress risers. Micro-cracks initiate at these microscopic boundaries, migrating outward until a large chunk of the tooth face spalls off. Understanding how steel cleanliness affects gear fatigue life requires looking closely at oxide and sulfide morphologies.
Alumina and complex macro-oxides are hard, brittle, and do not deform during the billet rolling or forging process. They retain their sharp, angular geometries, creating perfect tracking points for structural cleavage. Conversely, manganese sulfides are softer and elongate in the rolling direction. While large sulfide stringers weaken transverse mechanical properties, controlled, fine sulfides are necessary to break chips during high-speed gear hobbing and shaping.
To secure the best non-metallic inclusion rating for transmission gears, a generic material certificate is insufficient. Sourcing a clean gear steel billet means enforcing strict micro-cleanliness evaluations. True industrial buyers judge shipments based on Wikipedia’s metallurgical inclusion classification framework, demanding rigorous adherence to ASTM E45 Method A ratings. For severe-duty drivetrains, heavy-series oxides (Type B and Type D) must be capped below 0.5, ensuring the steel matrix remains clear of the microscopic imperfections that compromise high-cycle contact fatigue resistance.
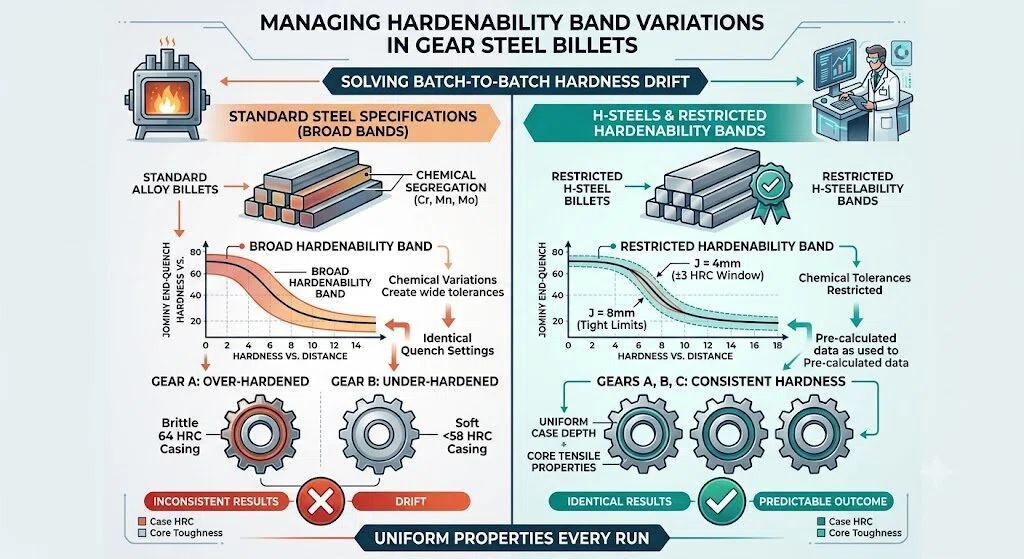
Managing Hardenability Band Variations in Gear Steel Billets
A common nightmare for gear heat-treatment operators is “batch-to-batch hardness drift.” You run a batch of gears through the continuous carburizing furnace under identical carbon potentials and quench oil temperatures, yet half the batch emerges with a brittle 64 HRC casing while the rest falls below the minimum 58 HRC threshold. This issue stems directly from broad hardenability band variations in gear steel billets.
Hardenability is the property that dictates how deep into the core the martensitic transformation penetrates during a liquid quench. It is governed entirely by chemical composition segregation during the solidification of the original steel ingot or continuously cast strand. Slight variations in core elements like chromium, manganese, and molybdenum alter the transformation kinetics drastically.
To counteract this instability, gear manufacturers should avoid standard alloy specifications and instead mandate restricted hardenability bands, often designated as “H-steels.” Utilizing data tracks like Total Materia’s specialized steel hardening analysis, metallurgists calculate the Jominy end-quench curve limits before purchasing. When processing a carburizing alloy steel billet, the Jominy hardness at specific distances from the quenched end (e.g., J = 4mm or J = 8mm) should ideally be restrained to a tight window of ±3 HRC. This narrow chemical tolerance ensures your quenching recipes produce identical case depths and core tensile properties every single run.
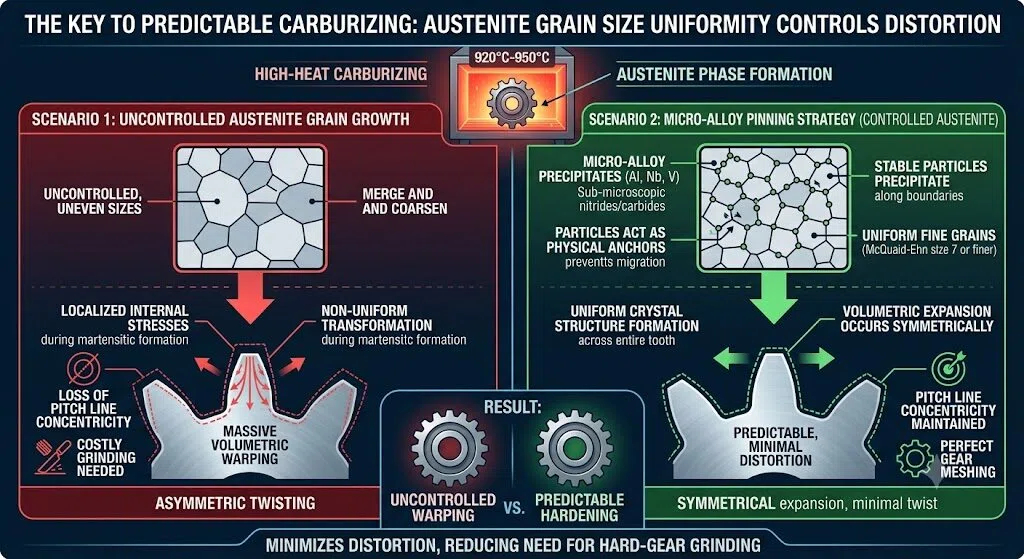
Why Austenite Grain Size Uniformity Controls Carburizing Distortion
Carburizing automotive gears requires holding the steel at extreme thermal windows—typically between 920°C and 950°C—for multiple hours to allow carbon atoms to diffuse into the surface matrix. At these elevated thermal ranges, the iron crystals transition into an austenitic phase, where individual grains naturally attempt to merge and coarsen. If grain growth proceeds unchecked or occurs unevenly, the resulting component undergoes massive volumetric warping during the subsequent oil quench.
Predictable distortion control relies entirely on micro-alloying pinning strategies implemented during raw steel refining. Elements such as aluminum, niobium, or vanadium form sub-microscopic nitrides and carbides that precipitate along the austenite grain boundaries. These stable particles act as physical anchors, preventing the boundaries from migrating and keeping the crystal size uniformly small.
According to the comprehensive kinetics of steel carburizing published by the University of Cambridge Phase Transformations Group, maintaining a fine, equiaxed prior austenite grain size (McQuaid-Ehn grain size of 7 or finer) reduces localized internal stresses during martensitic formation. When the crystal structure transforms uniformly across the entire tooth geometry, volumetric expansion occurs symmetrically. This eliminates the asymmetric twisting that ruins pitch line concentricity, drastically reducing the need for costly hard-gear tooth grinding after heat treatment.
Material Inspection Checkpoints for a Forged Gear Billet Shipment
Raw material procurement requires more than just checking chemical percentages on a mill sheet. A clean alloy steel for gears must undergo verification to ensure macroscopic soundness. The table below outlines how specific ladle refining processes directly dictate the internal structural integrity of the final forged gear billet:
| Refining Process Combination | Inclusion Control Capability | Hydrogen/Oxygen Gas Content | Primary Risk for Gear Blanks |
| Basic Ladle Furnace (LF) Only | Poor; leaves large globular oxide clusters | High (O2 > 30 ppm) | Subsurface spalling, high grinding scrap rates |
| Vacuum Degassing + Ladle Metallurgy (LF+VD) | Excellent; removes brittle silicates and aluminas | Low (H2 < 2 ppm, O2 < 15 ppm) | Stable base for standard transmission gears |
| Vacuum Arc Remelting (VAR / ESR) | Ultimate; near-zero non-metallic macro-particles | Ultra-low (O2 < 8 ppm) | Reserved for aerospace and extreme torque racing gears |
When auditing a new vendor shipment of an AISI 8620 steel billet for gears, your incoming quality control (IQC) protocol must prioritize macroscopic macro-segregation mapping. Center-line porosity or carbon macro-segregation will persist through the forging process, leaving a weak, soft core at the center of your gear shaft.
Ensure your supplier performs continuous ultrasonic testing across the entire billet length. This screening checks for hydrogen flakes and internal cooling rifts. According to a landmark technical paper on clean steel from Gear Technology Magazine’s steel cleanliness evaluation, even a microscopic 20-micron oxide stringer trapped at the critical fillet radius of a gear tooth can slash its bending fatigue limit by up to 40%.
Minimizing Operational Risks at the Raw Material Stage
Relying on low-tier steel billets to save on upfront material costs is an expensive mistake that often leads to high scrap rates in the machine shop and heat treatment facility. If your raw material contains unpredictable hardenability attributes or excessive oxide counts, you will consistently lose margin to excessive hard-turning, out-of-round gear distortions, and catastrophic field returns. Specifying a clean, vacuum-degassed Steel Billet for Gear Manufacturing with a tight H-band calibration ensures every gear blank responds identically to your machining parameters and thermal recipes. Transition to a metallurgy-first purchasing model, audit your suppliers’ macro-cleanliness certifications, and protect your downstream production from hidden material defects.
FAQ
What is the best steel billet for gears subjected to heavy shock loads?
For automotive and industrial transmission gears handling sudden torque spikes, AISI 8620 or 20CrNiMo is highly effective. The nickel content provides exceptional core toughness to absorb impact energy, while the chromium and molybdenum ensure excellent surface hardness after carburization. For extreme heavy-duty industrial planetary drives, higher alloy variants like AISI 4340 or 18CrNiMo7-6 are preferred for deeper hardenability.
Why does a gear blank crack during or immediately after the quench phase?
Quench cracking is typically caused by severe alloy segregation inside the raw gear steel billet or an uncontrolled prior austenite grain structure. When alloy elements concentrate heavily in localized bands, those zones transform into martensite at different times than the surrounding matrix, creating massive internal stress concentrations that exceed the tensile limit of the steel. You can read firsthand accounts and solutions regarding these manufacturing failures in this active Reddit Mechanical Engineering material selection discussion.
Can a high sulfur content ruin a billet steel for transmission gears?
It is a balancing act. If sulfur is too low (under 0.005%), chip formation during hobbing is poor, accelerated tool wear occurs, and surface finish degrades. However, if sulfur exceeds 0.040%, large manganese sulfide stringers form, which lowers the transverse impact strength of the teeth. The ideal target for precision gear cutting is a narrow, controlled sulfur range of 0.015% to 0.030%.





